











设备大修和维修的准备工作是以制订毁坏报告书逐渐到双梁起重机停产待修才行的5-6个月内开展的。毁坏报告书是依据开展双梁起重机查验时所作的纪录拟订的。为了更好地填好这种纪录,在维修和检查书配有配有待修的专业一行。依据毁坏报告书开展生产制造和得到必需的贮备一部分。

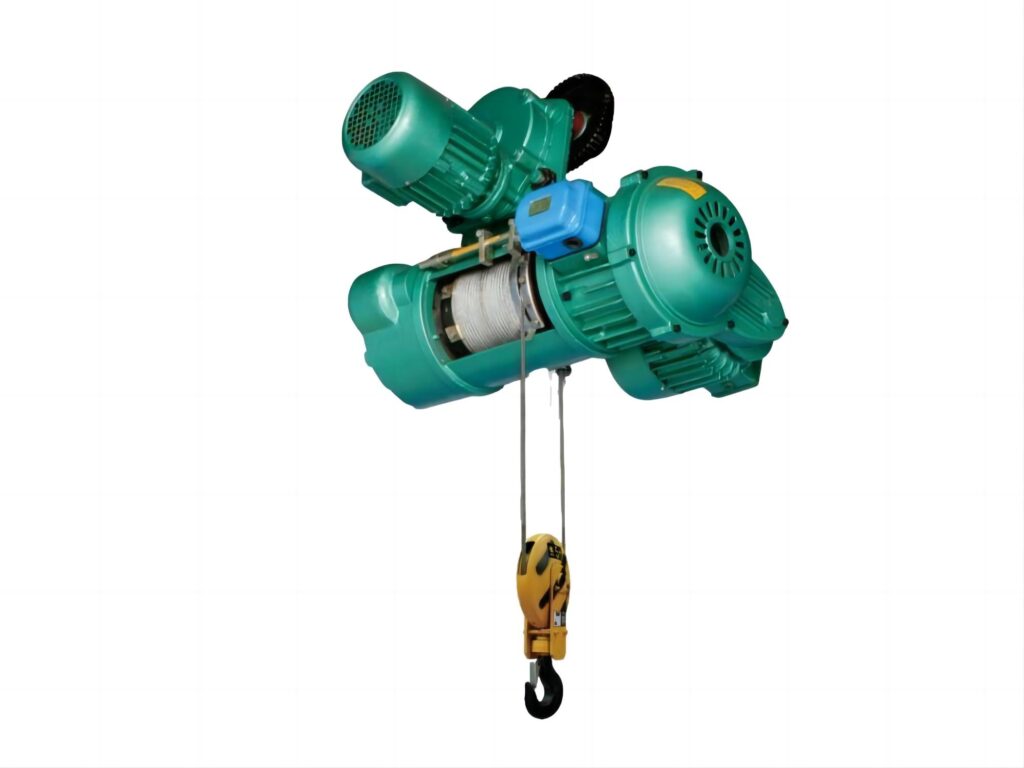
双梁起重机停止待修时机构和钢结构检查注意事项
当双梁起重机终止待修时,要对它的组织和钢架结构开展查验。这时候,务必需注意:
1、双梁起重机和小车二者的车轱辘部位,便于明确他们的安裝是不是合理和是不是务必校准他们的轴颈核心;
2、双梁起重机传动齿轮设备中的轴向空隙,传动齿轮是不是具有全程齿合和传动轴是不是沒有倾斜;
3、双梁起重机组织的传动轴是不是颤动和用联轴器连结起来的传动轴其中心线是不是重叠;
4、双梁起重机进气系统的情况,是不是沒有渗油状况;
5、双梁起重机钢架结构的情况。
双梁起重机主梁拱度怎么矫正?
一切型号规格的单双梁起重机生产制造时都是会预设拱度,也是务必有上挠度值的,起重设备在使用时间长或钢架结构疲惫造成拱度松驰时就必须调整拱度或开始调节纠正。
那什么叫双梁起重机的拱度呢?以双梁起重机承重梁两边上平面图对应的点联线为标准,承重梁跨中设计标高高于基准点的相对高度,称之为起重设备承重梁的上拱度。起重设备拱度计算方法为F=Fmax*(1-4x2/L2),起重设备拱度应合乎:0.9/1000L~1.4/1000L。
驾驶拱度值松驰后禁止实际操作,不然会造成主梁,起重设备承重梁破裂.形变等风险推送,必须技术专业专业技术人员调整调节纠正后才可再度应用!
双梁起重机拱度纠正一般来说从下列三层面来操纵:主梁腹板开料和承重梁拼装电焊焊接及其承重梁整修。
1、承重梁整修是对电焊焊接后承重梁上拱度及旁弯的调整,与此同时运用机械设备及火苗等方式整修出符合标准的上拱度值及旁弯值。
2、主梁腹板开料预制构件上拱度而且预制构件拱度按二次双曲线施工放样,运用辅助设计设计方案及其测算各相对应高些。
3、双梁起重机承重梁拼装精准定位电焊焊接后要检验其上拱度值而且依据检验結果明确四条主人公缝的电焊焊接次序,那样就操纵拱度转变方位及尺寸起重设备拱度纠正也有火苗矫正法.预应力钢筋法纠正.反复焊接纠正.激光切割纠正.提升不锈钢板材牢固法等多种多样调整调节方式。
双梁起重机多少钱一台?
双梁起重机多少钱一台?整套配置下来一般在10-50万不等,具体还要看设备具体型号、厂家及客户要求而定,另外双梁起重机还有高配低配之分,价格都是有差别的。







